They are used in injection and extrusion machines for all types of plastics. Solvent-free and ammonia-free lemon-scented CLEANAAX® GF is used for purging all plastic machines as well as for manual purging and polishing of metal tools, molds, and stainless-steel surfaces.
A carrier polymer with low- viscosity always provides better purging.
A maximum of 4% CLEANAAX® and CLEANAAX®GF should be added to the transparent plastic you will use. More than that amount can leave marks at the joint. It is recommended to use 3% CLEANAAX® and CLEANAAX®GF in transparent plastics.
You can access all the details in the application guide and in the application section of www.cleanaax.com website as well as by scanning the QR code on the label or the application guide.
If plastics such as PPS and PPA will be used in production, PP (Polypropylene) natural is used as a purging carrier polymer; besides, by adding 4% CLEANAAX® and CLEANAAX®GF , the machine is purged at the most affordable price. By rinsing with PP natural, production with expensive and high-performance plastic can be started.
In injection and extrusion machines using PVC in production, it provides perfect purging without stopping production by using ''PP'' polypropylene as the carrier polymer of the purging mixture.
- 1Remove the nozzle and clean it by hand.
- 2Feed the purging mixture into the operating machine by adding 4% CLEANAAX® or CLEANAAX®GF to natural PP (see the SCREW DIAMETER/MIXTURE AMOUNT table for the amount of purging mixture.)
- 3Continue until all traces of PVC are removed from the machine.
- 4Perform the purging process by increasing the temperatures to 200-220 °C.
- 5Perform the rinsing after a small amount of pure PP is passed through the machine, and continue the PVC production by reducing the temperatures to 165-185°C.
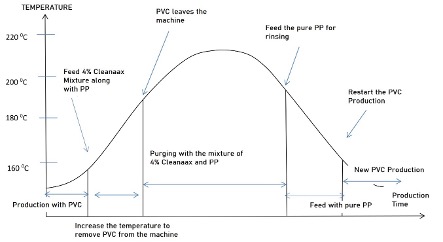
When purging a machine using PVC in production, we recommend using “PP” polypropylene as a carrier polymer in the purging mixture. Using “PP” as a carrier polymer during the purging process enables you to reach the temperature range of 200-220°C. Therefore, “PP” is quite stable at this temperature. When rinsing is done with pure “PP”, the temperature will be reduced to 165-185°C, and the machine is ready to work with PVC again.
We generally recommend preventive purging with CLEANAAX® or CLEANAAX®GF once every 2-4 weeks.
Maintain the proportions of carrier plastic raw material and CLEANAAX® or CLEANAAX®GF for the purging mixture. If there is a feeding problem, reduce the amount of CLEANAAX® or CLEANAAX®GF and increase the screw speed slightly.
If there is a purging problem, the purging effect of the CLEANAAX® or CLEANAAX®GF mixture in the degasser area is greatly reduced since there is no back pressure. A better result can be achieved through the following precautions.
- a.Temperatures are reduced a little more in the degasser zone.
- b.Purging is performed according to the standard procedure.
- c.In addition, the purging mixture is fed from the degasser zone.
You can achieve the best result by using PP (Polypropylene) natural granules in the purging mixture.
| Cause | Solution |
|---|---|
| Stubborn dirt | Apply the standard purging procedure. Lower the machine barrel temperatures a little more. |
| Serious damage to the screw (grooves, pockets, porous areas) | Get the screw repaired. |
| If the head, nozzle, and die have negative flow characteristics due to design or wear, | Get these parts repaired or replaced with correctly designed parts. |
| Damage to the inner walls of the barrel (cracks, gouges, depressions) | Get the barrel repaired. |
| Cause | Solution |
|---|---|
| The hot runner temperatures are low. | Increase the hot runner temperatures. |
Stop the screw for 15 minutes and wait for the CLEANAAX® or CLEANAAX®GF to become active in the extruder or hot runner, and then restart the screw and perform the purging process.